이정락(포항공과대학교 기계공학부)
2021-11-25
|
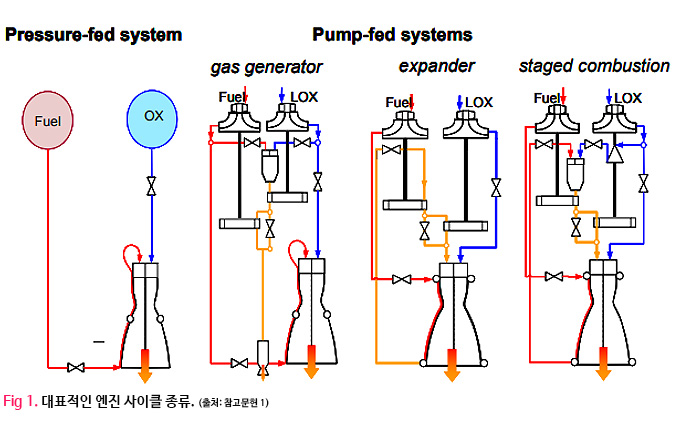
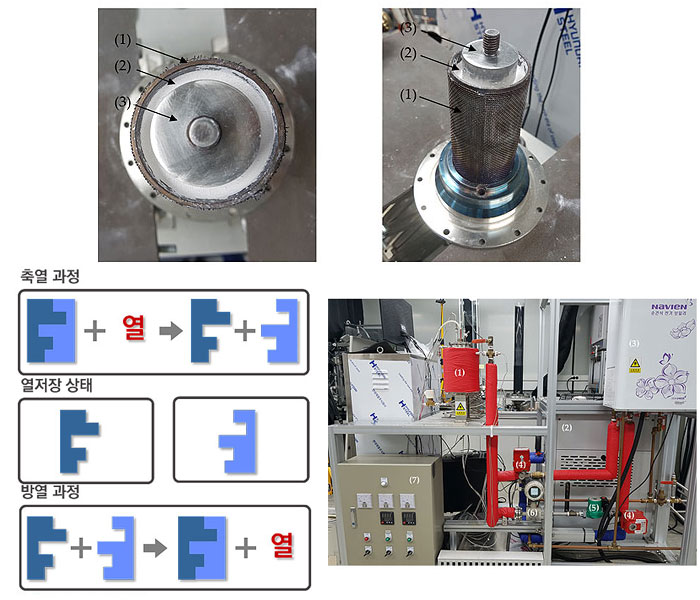
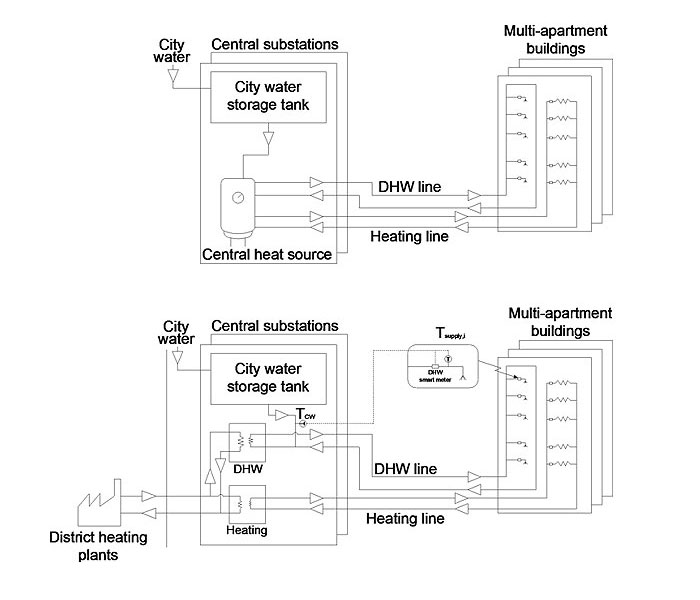
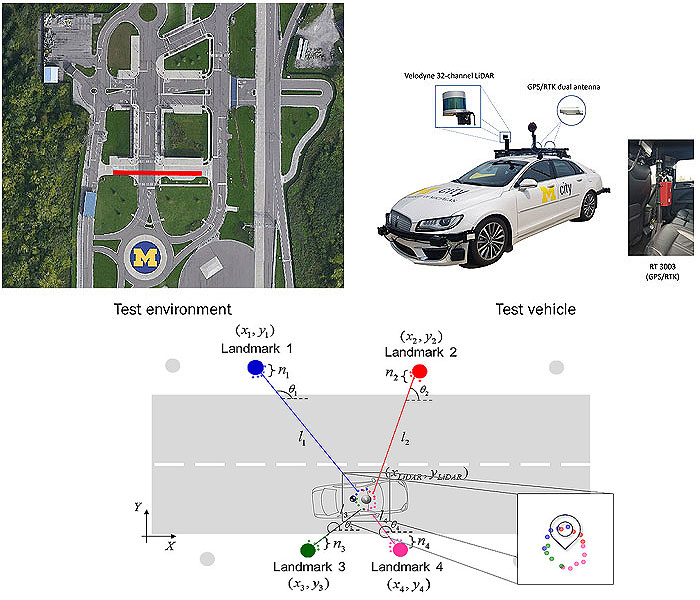
기존 FGM 공정의 단점을 극복할 수 있는 방법으로, 딥코팅 기반 FGM을 제안하여 연구를 수행하였다. 첨가물 농도가 다른 폴리머층을 딥코팅 방식으로 여러 번 적층하여 Fig 1.와 같이 두께 방향으로 첨가물의 농도가 달라지는 고체연료 제작 방식을 고안하였다. 딥코팅은 다양한 형상 및 크기에 적용할 수 있는 코팅 방식이기에 기존 방식의 단점인 포트 형상이 한정적이라는 문제를 극복할 수 있으며, 각 코팅 층 별로 상이한 농도의 분말을 분산시켜 코팅하게 되면 불연속적으로 FGM을 형상할 수 있다. 코팅 두께 조절을 통해 해상도 역시 조절할 수 있다는 장점이 있다. 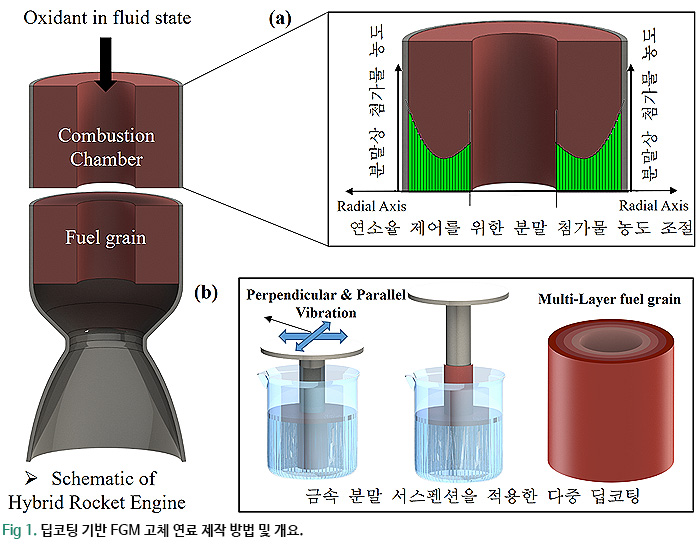 연구에서 사용하고자 한 딥코팅에 대해 좀 더 자세히 설명하면, 딥코팅은 시편 위에 코팅 층을 형성 할 수 있는 가장 단순한 공정 중 하나이다. 피코팅재가 담긴 수조에서 시편을 침지 후 인발 하는 방식의 딥코팅은 단순함과 편의성 때문에 의료산업, 태양광 셀, 플렉서블 디스플레이 등 여러 공학 분야에서 폭넓게 사용된다. 최근 연구에 따르면 충분히 작은 사이즈의 분말을 코팅용액 속에 첨가 시 일반적인 점성 유체와 같이 균일한 두께로 코팅이 된다는 결과가 나왔기에 고체 연료에 여러 물질을 첨가하여 제조하기에도 적합한 공정이다. Landau-Levich & Derjaguin 이론에 의해 코팅 필름의 두께는 모세관 계수, Ca=ηU/γ, 즉 점성항력과 유체의 계면 장력에 의해 h ~ 〖Ca〗^(2/3) 꼴로 구할 수 있다. 하지만 딥코팅은 짧은 시간내에 상대적으로 두꺼운 코팅층(>100um)을 제작하기에는 다소 어려움이 있다. 일반적으로 공기 중에서 경화되는 동안 시편 위의 액체 층이 자체무게로 인해 중력방향으로 흐르기 때문에 표면의 하부가 상부보다 두꺼운 코팅을 갖는, 시편 길이 방향으로 포물형의 두께 프로파일을 초래하게 된다. 특히나 빠른 속도로 시편을 인발하여 코팅 필름 두께가 두꺼워 질 경우 이러한 현상은 Fig 2.에서처럼 심화됨을 확인 할 수 있다. 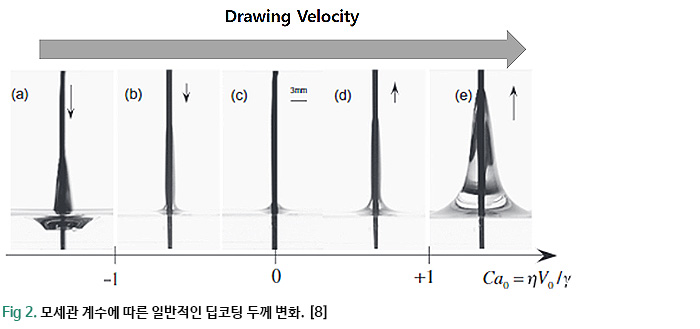 이러한 이유로 인해, 중력으로 인한 두께 구배를 최소화 하기 위한 다양한 해결책들이 제시되고 있다. 지금까지 기판을 한 방향으로 코팅한 후 반대 방향으로 한번 더 코팅하여 상단과 하단의 두께 차이를 보상하거나, 딥코팅 후 추가적인 스핀을 주어 균일 두께 코팅을 수행하는 방법, 회전하는 원통 표면에 폴리머 용액을 부어 코팅하는 방법 등이 제시되어 왔다. 그러나 상기 코팅 방식들의 경우 곡면 위에 있는 유체 층에 2개 이상의 주요한 힘(중력, 원심력 등)이 가해지므로 이론 모델을 개발하기 어렵다. 또한, 표면에 가속도가 가해지는 코팅 방식의 경우 RTI(Rayleigh-Talyor Instabilities)현상에 의해 의도치 않은 요철을 형성하기에 두께를 예측하기 쉽지 않다는 단점이 존재한다.  Dip-oscillate coating[9]은 진동 조건 제어를 통해 빠르게 목표 두께의 필름을 형성 할 수 있는 코팅 방법이다. 기존 딥코팅에 비해 길이 방향으로 더욱 균일한 두께의 필름을 형성할 수 있다는 점이 특징적이라 본 FGM 제작에 상기 코팅 방식을 채택하였다. 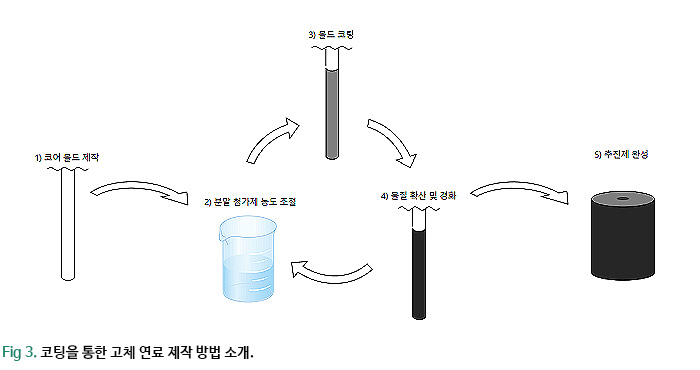 이 코팅방식의 핵심은 이중층 수조를 통한 중성부력 형성으로 포물형 두께 구배의 원인인 중력의 영향을 최소화 시켜 Fig. 3와 같이 더욱 두꺼운 범위까지 균일 두께 코팅이 가능하다는 점이다. 기존 딥코팅의 경우 단일 용액 수조를 이용하기 때문에 1회 코팅 시 낭비되는 코팅 용액의 양이 많다. 이중층 수조의 경우 길이방향 균일 두께 역할 외에도 용액 절약 측면에서도 우수한 성능을 보인다. Dip-oscillate coating이 일단 딥코팅과 다른 또 한가지 차이점은 oscillation step이다. 기존에는 dipping, 혹은 drawing velocity 조절을 통해 모세관 계수를 제어하고, 이를 통해 두께를 조절하는 방식이었다. 하지만 이런 방식으로 균일 두께를 형성하고자 하면 PDMS 폴리머 기준으로 0.0122mm/s 이하 속도로 인발 해야하기에 필름 형성 속도가 느리다는 단점이 있었다. 반면 Dip-oscillate coating은 진동 조건 제어를 통해 빠르게 목표 두께의 필름을 형성 할 수 있는 코팅 방법이다. 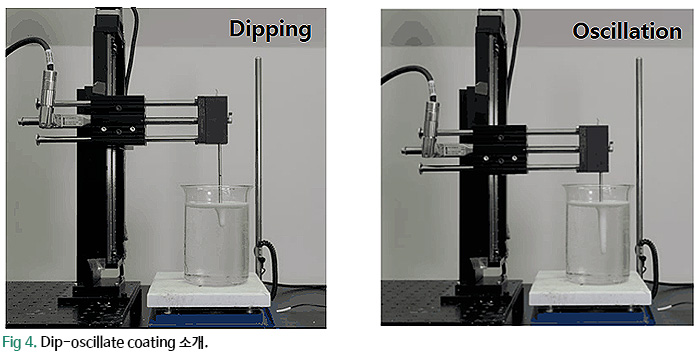 Dip-oscillate coating의 경우 단축 진동 (한 방향으로만 진동) 뿐만 아니라 2축 진동을 통해서 원주 방향으로도 균일한 두께의 단일 층 형성이 가능하다. 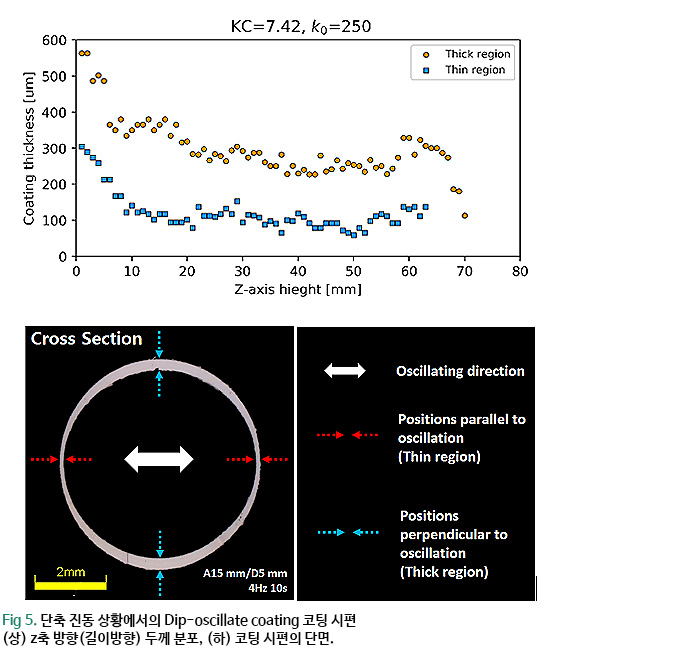 첫 번째 진동만을 가한 uniaxial 코팅의 경우 Fig. 5과 같이 진동과 수평한 방향은 얇고, 진동과 수직한 방향은 항력 압력의 역할을 덜 받아서 상대적으로 두꺼운 결과를 확인 할 수 있다. 이러한 상황에서, 첫 번째 진동 축과 수직한 방향으로 2차 진동을 적절한 세기로 가해주면 두께 불균형이 해소 되면서 원주 방향 균일 두께 필름을 형성 할 수 있다. Dip-oscillate coating을 이용하여 FGM 고체 연료를 제작하는 방법의 경우 Fig. 5과 같이도식화 될 수 있다. 우선, 비행 프로파일에 적합한 추력 양상에 맞는 고체 연료 그레인의 몰드를 제작한 후, 원하는 연소율을 얻을 수 있도록 AP 혹은 금속 분말을 적정량 첨가하여 폴리머 용액을 제작한다. 폴리머를 몰드 표면에 균일한 두께로 Dip-oscillate coating을 이용하여 개별 층의 코팅을 진행한다. 불연속적인 농도 구배를 해소하기 위해 물질 확산 및 폴리머 사슬 확산 현상을 이용 할 수 있다. 이를 반복하여 원하는 두께의 화학 추진제를 제작할 수 있다.
|
- Landau-Levich & Derjaguin 이론
- 모세관 계수
- RTI(Rayleigh-Talyor Instabilities)
- Dip-oscillate coating
- 고체 연료



전체댓글 0
.jpg)


(0).jpg)